英语
英语 中文简体
中文简体 Ultrazvukový stroj na zváranie plastov diela: Vieme, že správna fyzikálna definícia vlny je: prenos vibrácií v objekte tvorí vlnu. Vznik takýchto vĺn musí mať dve podmienky: jednou je zdroj vibrácií a druhou je médium šírenia. Klasifikácia vĺn je vo všeobecnosti nasledovná: Po prvé, sú klasifikované podľa smeru vibrácií a smeru šírenia. Keď je smer vibrácií kolmý na smer šírenia, nazýva sa to šmyková vlna. Keď je smer vibrácií v súlade so smerom šírenia, nazýva sa to pozdĺžna vlna. Po druhé, podľa frekvenčnej klasifikácie vieme, že citlivý rozsah sluchu ľudského ucha je 20 Hz – 20 000 Hz, takže vlny v tomto rozsahu sa nazývajú zvukové vlny. Vlny pod týmto rozsahom sa nazývajú infrazvukové vlny a vlny nad týmto rozsahom sa nazývajú ultrazvukové vlny.
Šírenie vlny v objekte má hlavne tieto parametre: jedným je rýchlosť V, druhým je frekvencia F a tretím je vlnová dĺžka λ. Vzťah medzi týmito tromi je nasledujúci: V=F.λ. Rýchlosť šírenia vlny v tom istom materiáli je konštantná, takže vlnová dĺžka je pri rôznych frekvenciách rôzna. Okrem toho je tiež potrebné zvážiť, že šírenie vĺn v objekte má vždy útlm. Čím väčšia je vzdialenosť šírenia, tým závažnejší je útlm energie, s ktorým sa počíta aj pri ultrazvukovom spracovaní.
1. Princíp aplikácie ultrazvukovej vlny pri spracovaní plastov: ultrazvuková vlna používaná pri spracovaní plastov má niekoľko pracovných frekvencií 15KHZ, 18KHZ, 20KHZ a 40KHZ. Princípom je využiť vrcholovú polohu pozdĺžnej vlny na prenos amplitúdy do medzery plastovej časti. V podmienkach tlaku sa molekuly dvoch plastových častí alebo iných častí, ktoré sú v kontakte s plastovou časťou, navzájom zrážajú, aby sa roztavili, takže plast v kontaktnej polohe je roztavený, aby sa dosiahol účel spracovania.
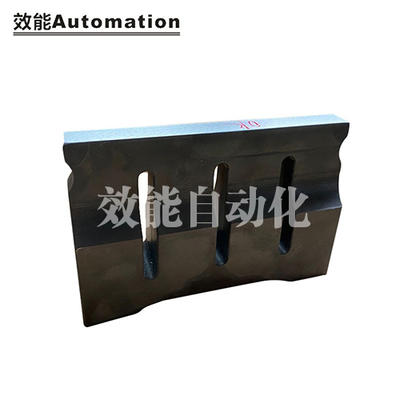
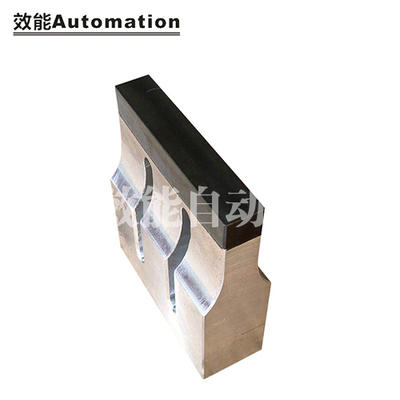
2. Komponenty a princípy Ultrazvukový stroj na zváranie plastov
Ultrazvukový stroj na zváranie plastov pozostáva hlavne z týchto častí: generátor, pneumatická časť, časť programového riadenia, časť prevodníka. Hlavnou funkciou generátora je konvertovať výkonovú frekvenciu 50 Hz na vysokonapäťové vlny s vysokou frekvenciou (napríklad 20 kHz) pomocou elektronických obvodov.
Hlavnou funkciou pneumatickej časti je dokončenie tlakovej práce, ako je tlakovanie a udržiavanie tlaku počas procesu spracovania. Riadiaca časť programu riadi pracovný tok celého stroja, aby sa dosiahli konzistentné výsledky spracovania. Časť prevodníka premieňa vysokonapäťové rádiové vlny generované generátorom na mechanické vibrácie, ktoré sa prenášajú a zosilňujú, aby dosiahli obrobený povrch.