英语
英语 中文简体
中文简体 Metóda návrhu ultrazvukových nástrojov a ultrazvukovej zváracej linky
Ultrazvukový stroj na zváranie plastov zanechá jazvy na povrchu ultrazvukových plastových dielov pri ultrazvukovom zváraní, keď sú na povrchu nástroja poškodené čiary, alebo jeho tvar je viac-menej odlišný od ultrazvukových plastových dielov. Spôsob, ako sa tomu vyhnúť, je vložiť film medzi ultrazvukové nástroje a povrch ultrazvukovej plastovej časti.
Kontaktná plocha ultrazvukovej plastovej časti by mala byť aspoň väčšia ako plocha ultrazvukového zvárania a poloha ultrazvukového zvárania by mala byť čo najviac zarovnaná. Príliš malá kontaktná plocha ultrazvukovej zváracej hlavy spôsobí väčšie poškodenie a deformáciu, ako aj neuspokojivý efekt ultrazvukového zvárania.
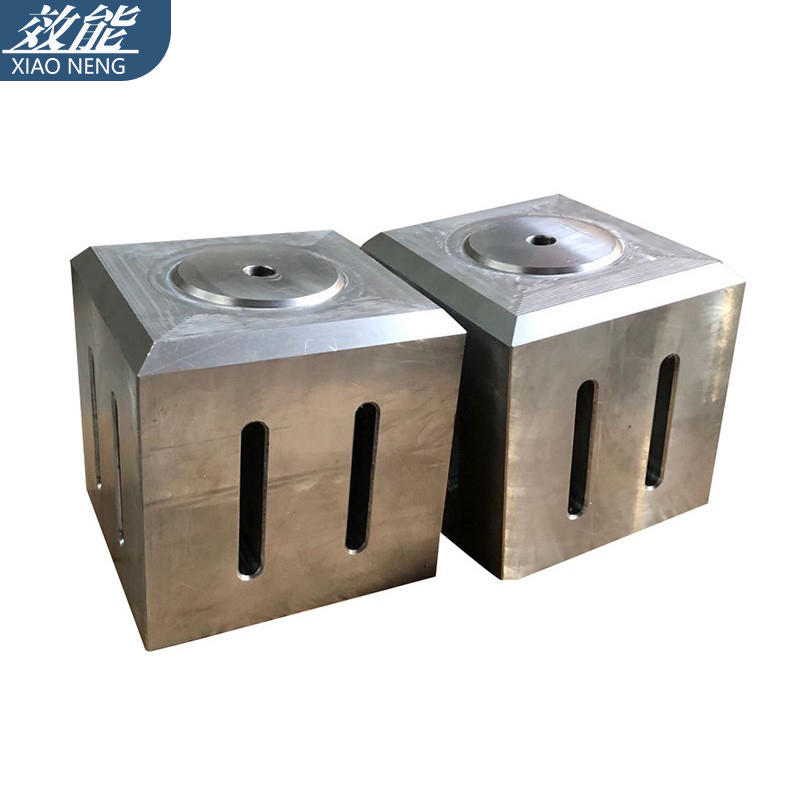
Vstrekovacie diely môžu byť navrhnuté do akéhokoľvek tvaru, ale ultrazvukové nástroje nie je možné vyrobiť ľubovoľne. Tvar a dĺžka môžu ovplyvniť parametre, ako je frekvencia a amplitúda ultrazvukového zvukovodu. Konštrukcia ultrazvukových nástrojov musí mať referenčnú rovinu, to znamená rovinu referenčnej frekvencie určenú podľa frekvencie jeho obrobku. Rovina referenčnej frekvencie vo všeobecnosti zaberá viac ako 70 % povrchu zváracej hlavy, takže tvar výstupkov na povrchu vstrekovaného dielu je výhodne menší ako celý plast a potom 30 %. Pre hladké povrchy plastových dielov s prechodom oblúka možno túto normu primerane zmierniť. A vyčnievajúca poloha by mala byť umiestnená v strede ultrazvukovej plastovej časti čo najviac alebo symetricky navrhnutá.
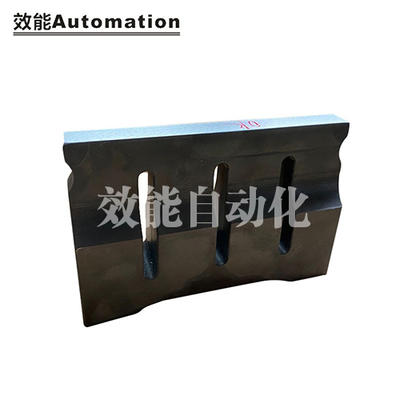
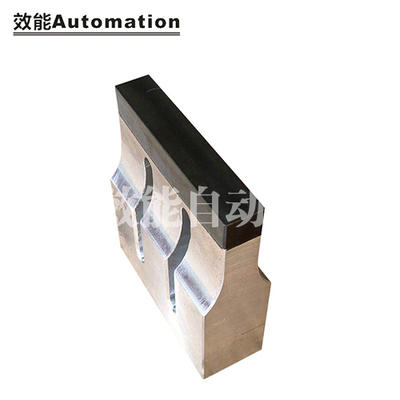
Zváracia linka je časť, ktorá sa taví priamym pôsobením ultrazvukových vĺn a jej základné dve konštrukčné metódy:
① Strihový dizajn
② energetická orientácia
Všetky ostatné variácie možno zaradiť buď do typu alebo do hybridného typu.